 Công ty cổ phần PMP PMP, VINA, nhôm, đồng
Công ty cổ phần PMP PMP, VINA, nhôm, đồng
Công ty cổ phần PMP VINA
Chu trình gia công CNC thường gặp
Để xử lý vấn đề gia công thường hay xuất hiện (phay túi/phay hốc, phay ren, khoan lỗ sâu, gia công cắt gọt vv..), những hệ điều khiển ngày nay cung cấp những chức năng G (điều kiện dịch chuyển) có sẵn, được gọi là chu trình mà qua đó việc lập trình trở nên rất đơn giản. Qua những chu trình này, người điều khiển chỉ cần đưa vào những dữ liệu quan trọng nhất và hệ điều khiển tính toán những bước trung gian cần thiết để tạo ra kích thước hình học theo yêu cầu.

Chu trình gia công
Về cợ bản, điều này áp dụng cho các chu trình có thông số bắt buộc và thông số lựa chọn với việc nạp liệu. Những thông số lựa chọn thường được gán cho các trị số cho trước. Đáng tiếc là các chu trình này tùy vào nhà sản xuất mà được thực hiện bằng nhiều cách khác nhau, không thống nhất do đó ở đây cần phải trình bày một cái nhìn tổng quan cơ bản qua một vài chu trình PAL (PAL: Prũíungs – Auígaben und Lehrmittelentvvicklungsstelle = Ngôn ngữ lập trình cho huấn luyện CNC, không lệ thuộc vào nhà sản xuất – ND). Ở chu trình phay hốc hình chữ nhật (phay túi hay phay bọng), dụng cụ được định vị với một khoảng cách cho trước trên trục tâm của hốc. Qua việc chuyển giao các trị số (Hình 1) nhờ vào chu trình (ở đây là G72), hệ điều khiển tự tính ra một cách độc lập toàn bộ các chuyển động dịch chuyển.
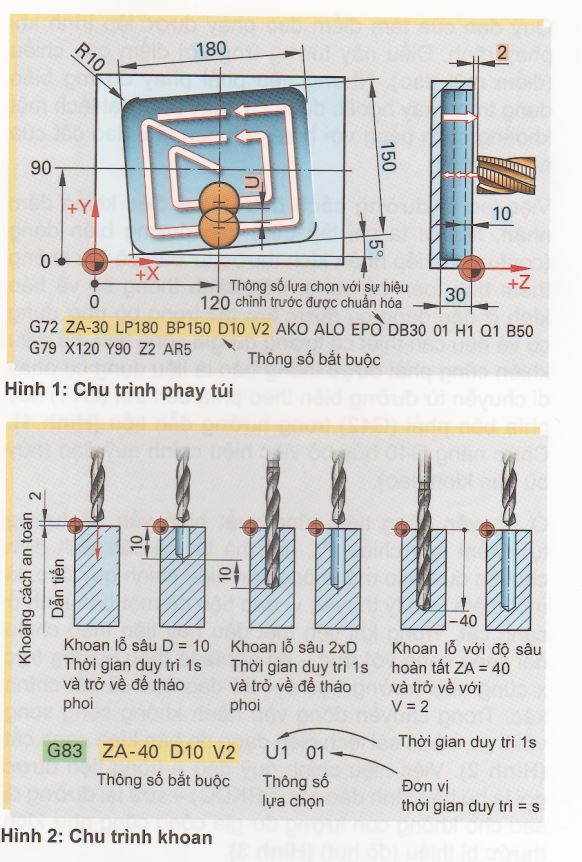
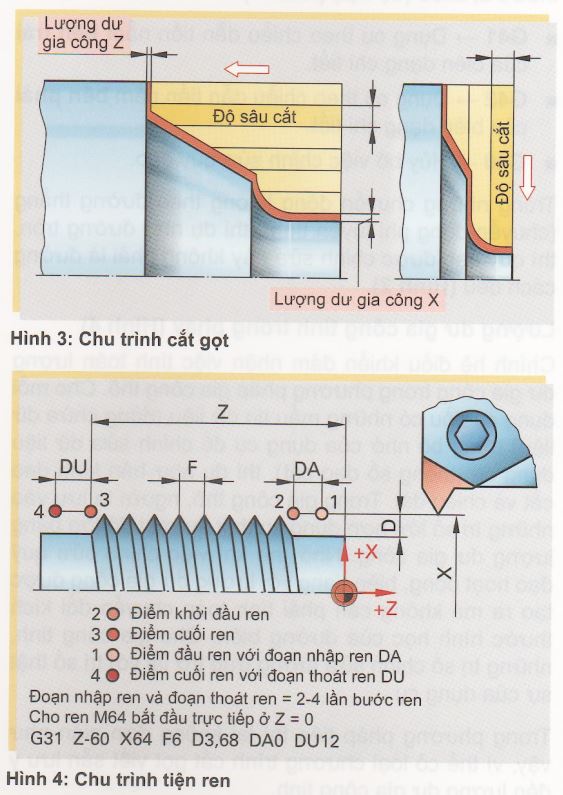
Những thông số thường dùng được chuyển giao là: bề rộng, chiều cao, độ sâu của túi, độ sâu từng lớp cắt. Thông sô lựa chọn điển hình là: lượng dư gia công tinh, bán kính mũi (bán kính góc), bước dẫn tiến và số vòng quay. Ở chu trình khoan lỗ sâu (Hình 2), dụng cụ được định vị với một khoảng cách an toàn bên trên tâm lỗ khoan. Sau đó việc chế tạo lỗ khoan được thực hiện với dịch chuyển bước dẫn tiến cho đến khi đạt được độ sâu cắt của lưỡi khoan, thời gian ngừng hoạt động ngắn để làm gãy phoi, trờ về qua chi tiết để dẫn phoi thoát đi (chuyển động nhanh), hạ mũi khoan xuống (chuyển động nhanh), dịch chuyển mũi khoan (theo hướng dẫn tiến) vv…
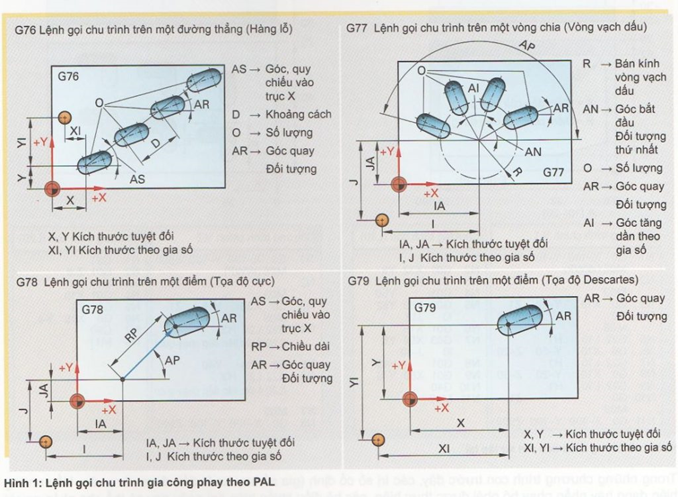
Chu trình cắt gọt (Hình 3) được sử dụng cho tiện thô vậ tiện hoàn tất. Hệ điều khiển tính toán với những thông số được chuyển giao như độ sâu cắt, lượng dư gia công tinh, và dữ liệu biên dạng để tìm ra số lớp cắt được chia. Biên dạng cũng có thể lưu trữ như là chương trình con.
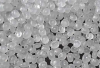
Ở chu trình tiện ren (Hình 4), hệ điều khiển tính toán tốc độ bước dẫn tiến cần thiết từ số vòng quay (vận tốc cắt) và bước ren cho trước. Mỗi lần cắt được thực hiện với cùng tốc độ. Để tăng tốc và hãm khối lượng chuyển động (dao tiện, ổ dao xoay) cần thiết phải có hành trình chạy rà và chạy chậm kết thúc theo đà còn lại (chấm dứt theo quán tính). Nếu đoạn đường này ngắn, số vòng quay và qua đó là tốc độ dẫn tiến phải giảm bớt. Ở công đoạn phay, việc tham số hóa (biến thành thông số) và gọi chu trình được thực hiện qua hai bản ghi (dòng ghi dữ liệu) CNC khác biệt. Trong bản ghi thứ nhất, những thông số hình học cần hoàn tất được xác
định qua một lệnh gọi chu trình (thí dụ như chu trình phay túi G72). ở bản ghi thứ hai chu trình được gọi lên. Lệnh này dùng để định vị dụng cụ và chu trình cần được thực hiện. Lệnh gọi chu trình có sẵn để sử dụng trong PAL được diễn giải trong Hình 1.
theo laptrinhcnc
CÔNG TY CỔ PHẦN PMP VINA
Địa chỉ: Đường Tỉnh lộ 359 - Cầu Bính - Tân Dương - Thủy Nguyên - Hải Phòng
Địa chỉ Nhà máy: Số 211- Lô 2 - Quốc lộ 10 - Quán Toan - Hồng Bàng - Hải Phòng
Số điện thoại:
Mr.Trường 0915.325.410
Ms.Loan: 0986.561.893
Mr.Sheng: 0832.181.556
Email: kinhdoanh8.pmp@gmail.com
website: http://cokhichetaopmp.vn
Những thông số thường dùng được chuyển giao là: bề rộng, chiều cao, độ sâu của túi, độ sâu từng lớp cắt. Thông sô lựa chọn điển hình là: lượng dư gia công tinh, bán kính mũi (bán kính góc), bước dẫn tiến và số vòng quay. Ở chu trình khoan lỗ sâu (Hình 2), dụng cụ được định vị với một khoảng cách an toàn bên trên tâm lỗ khoan. Sau đó việc chế tạo lỗ khoan được thực hiện với dịch chuyển bước dẫn tiến cho đến khi đạt được độ sâu cắt của lưỡi khoan, thời gian ngừng hoạt động ngắn để làm gãy phoi, trờ về qua chi tiết để dẫn phoi thoát đi (chuyển động nhanh), hạ mũi khoan xuống (chuyển động nhanh), dịch chuyển mũi khoan (theo hướng dẫn tiến) vv…
Chu trình cắt gọt (Hình 3) được sử dụng cho tiện thô vậ tiện hoàn tất. Hệ điều khiển tính toán với những thông số được chuyển giao như độ sâu cắt, lượng dư gia công tinh, và dữ liệu biên dạng để tìm ra số lớp cắt được chia. Biên dạng cũng có thể lưu trữ như là chương trình con.
Ở chu trình tiện ren (Hình 4), hệ điều khiển tính toán tốc độ bước dẫn tiến cần thiết từ số vòng quay (vận tốc cắt) và bước ren cho trước. Mỗi lần cắt được thực hiện với cùng tốc độ. Để tăng tốc và hãm khối lượng chuyển động (dao tiện, ổ dao xoay) cần thiết phải có hành trình chạy rà và chạy chậm kết thúc theo đà còn lại (chấm dứt theo quán tính). Nếu đoạn đường này ngắn, số vòng quay và qua đó là tốc độ dẫn tiến phải giảm bớt. Ở công đoạn phay, việc tham số hóa (biến thành thông số) và gọi chu trình được thực hiện qua hai bản ghi (dòng ghi dữ liệu) CNC khác biệt. Trong bản ghi thứ nhất, những thông số hình học cần hoàn tất được xác
định qua một lệnh gọi chu trình (thí dụ như chu trình phay túi G72). ở bản ghi thứ hai chu trình được gọi lên. Lệnh này dùng để định vị dụng cụ và chu trình cần được thực hiện. Lệnh gọi chu trình có sẵn để sử dụng trong PAL được diễn giải trong Hình 1.
theo laptrinhcnc
CÔNG TY CỔ PHẦN PMP VINA
Địa chỉ: Đường Tỉnh lộ 359 - Cầu Bính - Tân Dương - Thủy Nguyên - Hải Phòng
Địa chỉ Nhà máy: Số 211- Lô 2 - Quốc lộ 10 - Quán Toan - Hồng Bàng - Hải Phòng
Số điện thoại:
Mr.Trường 0915.325.410
Ms.Loan: 0986.561.893
Mr.Sheng: 0832.181.556
Email: kinhdoanh8.pmp@gmail.com
website: http://cokhichetaopmp.vn
Ý kiến bạn đọc
Bạn cần đăng nhập với tư cách là Thành viên chính thức để có thể bình luận
Những tin mới hơn
Những tin cũ hơn
Thành viên



Thống kê truy cập
- Đang truy cập153
- Hôm nay9,229
- Tháng hiện tại28,894
- Tổng lượt truy cập2,649,550