 Công ty cổ phần PMP PMP, VINA, nhôm, đồng
Công ty cổ phần PMP PMP, VINA, nhôm, đồng
Công ty cổ phần PMP VINA
Kinh Nghiệm Lựa Chọn Số Lưỡi Cắt Cho Dao Phay Gắn Mảnh
Dao phay gắn mảnh hiện nay rất phổ biến trong ngành cơ khí chính xác với lợi thế chính là tiết kiệm chi phí và đường kính dao lớn điều mà dao phay hợp kim hiện còn hạn chế

Dao phay mặt đầu gắn mảnh là loại dao có lưỡi nằm ở mặt đầu và trục dao vuông góc với bề mặt gia công. Dao thường được dùng để gia công thô, gia công mặt phẳng. Dao phay gắn mảnh hợp kim (chip insert) có thể thay thế các mảnh khi hao mòn.
Đối với dao phay gắn mảnh, khi chọn số lượng lưỡi cắt/góc cắt phù hợp nhất cho quá trình vận hành gia công phay hiệu quả, bạn cũng cần xem xét đến số me cắt – khoảng cách giữa các lưỡi cắt. Việc chọn số lượng me cắt của dao phay gắn mảnh rất quan trọng vì nó có ảnh hưởng đáng kể đến năng suất, độ ổn định và lực cắt.
Số lượng lưỡi cắt/góc cắt
Bằng cách tăng số lượng lưỡi cắt, khi gia công bạn có thể tăng lượng tiến dao hay còn gọi là bước tiến bàn trong khi vẫn giữ nguyên tốc độ cắt và tốc độ tiến dao trên mỗi răng, mà không tạo ra thêm nhiệt ở vị trí lưỡi cắt.
Tuy nhiên, việc tăng số lượng các lưỡi cắt sẽ thay đổi thiết kế của công cụ. Khoảng cách ngắn hơn giữa các góc cắt của mảnh insert phay có nghĩa là càng có ít không gian hơn để thoát phoi và trong hầu hết các trường hợp, thiết kế cán dao phải thiết kế các me cắt đều nhau.
Ngoài ra, công suất của máy gia công thường là một yếu tố ảnh hưởng số lượng các cạnh cắt. Nếu máy phay của bạn có công suất lớn, bạn có thể dễ dàng sử dụng để phay với các loại cán dao thiết kế nhiều góc cắt.

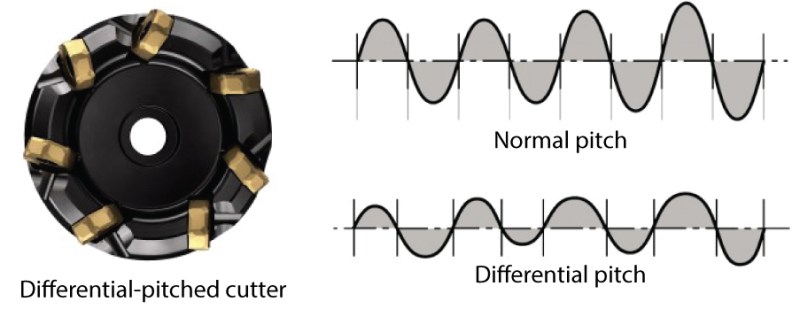
Thiết kế me cắt bất đối xứng (Differential pitch)
Cán dao phay có thiết kế các me cắt bất đối xứng (Differential pitch) và cán dao có khoảng cách giữa các góc dao xung quanh không bằng nhau.
Những cán dao này có lợi vì chúng phá vỡ các dao động điều hòa, do đó làm tăng độ ổn định và giảm nguy cơ rung khi gia công. Điều này đặc biệt hữu ích khi phay đường kính lớn và đầu kẹp đầu dao dài gia công vị trí sâu.
Góc cắt không đối xứng làm tăng độ ổn định và giảm nguy cơ rung
Thiết kế số me cắt của cán dao
Thông thường trên thị trường các nhà sản xuẩ dụng cụ cắt gọt sẽ có ba loại cán dao phân bổ số me cắt khác nhau để lựa chọn có thể giúp bạn tối ưu hóa ứng dụng: Coarse pitch, Fine pitch và Extra fine pitch.
Các cán dao càng nhiều me cắt được sử dụng khi quá trình gia công của bạn đạ độ ổn định tốt và cho các ứng dụng phay Ap thấp.
1. Coarse pitch milling cutters
Cán dao với số me cắt ít nhất, thường được ứng dụng phay thô, với đặc điểm
• Lựa chọn đầu tiên cho các hoạt động phay không ổn định do lực cắt thấp nhất
• Sức mạnh hạn chế
• Dải sản phẩm rộng
• Phù hợp ứng dụng phay toàn bộ rãnh
• Dễ thoát phoi nhờ rãnh thoát phoi lớn, đặc biệt vật liệu Nhôm, Đồng, Non-ferous metal
2. Fine pitch milling cutters
Cán dao với số lượng me cắt trung bình
• Lựa chọn đầu tiên để gia công thô trong điều kiện ổn định
• Năng suất tốt
• Không gian phoi tốt để gia công thô trên vật liệu Thép, inox, titan
3. Extra fine pitch milling cutters
Cán dao với số lượng me cắt nhiều nhất
• Lựa chọn hàng đầu khi bạn cần gia năng suất cao với Ae thấp
• Phù hợp gia công thô và tinh cho vật liệu Gang
• Gia công thô cho vật liệu titan kết hợp với mảnh insert phay hình dạng tròn
theo gbteach
CÔNG TY CỔ PHẦN PMP VINA
Địa chỉ: Đường Tỉnh lộ 359 - Cầu Bính - Tân Dương - Thủy Nguyên - Hải Phòng
Địa chỉ Nhà máy: Số 211- Lô 2 - Quốc lộ 10 - Quán Toan - Hồng Bàng - Hải Phòng
Số điện thoại:
Mr.Trường 0915.325.410
Ms.Loan: 0986.561.893
Mr.Sheng: 0832.181.556
Email: kinhdoanh8.pmp@gmail.com
website: http://cokhichetaopmp.vn
Ý kiến bạn đọc
Bạn cần đăng nhập với tư cách là Thành viên chính thức để có thể bình luận
Những tin mới hơn
Những tin cũ hơn
Thành viên



Thống kê truy cập
- Đang truy cập221
- Máy chủ tìm kiếm1
- Khách viếng thăm220
- Hôm nay9,490
- Tháng hiện tại29,155
- Tổng lượt truy cập2,649,811